Вирізати акуратний отвір у нержавійці виходить стабільно, якщо заздалегідь продумати геометрію інструмента, жорсткість вузла, подачу та охолодження. Успіх цій роботі забезпечує не чарівний прийом, а правильний підбір матеріалів та інструментів і дотримання дисципліни режимів. Саме вона дає відповідь на питання, як правильно свердлити нержавійку, коли в розпорядженні тільки ручний дриль і обмежений набір свердел.
Чому свердління нержавійки відрізняється від інших металів
Відразу зазначимо, що видів нержавіючих сталей багато, і поведінка кожної при свердлінні відрізняється. Наприклад, аустенітні сплави поєднують в'язкість, схильність до наклепу та слабку теплопровідність, тому зона різання швидко перегрівається, а кромка звиває стружку довгою стрічкою, що норовить залипнути в канавці. Будь-яка спроба збільшити швидкість "для чистоти" обертається поліруванням вершини, втратою гостроти та вигоранням покриття. Правильна стратегія — помірні оберти, впевнена подача та часті паузи для охолодження, інакше навіть ідеальне заточування не врятує, коли потрібно свердлити нержавійку з повторюваним результатом.
Основні труднощі при роботі з нержавіючою сталлю
При наклепі поверхня зміцнюється, свердло починає прослизати і грітися, а биття патрона перетворює вхідну фаску на овал. Рваний вихід виникає за відсутності підкладки або при прориві без підтримки, що особливо критично, наприклад, на тонкому листі. Для стабільності важливо фіксувати деталь, мінімізувати виліт інструмента і контролювати геометрію центра, тому що найменший увід багаторазово посилюється, коли доводиться свердлити нержавіючу сталь в обмеженому просторі.
Підготовка до свердління
Перед початком свердління важливо ретельно підготувати робоче місце. Очистіть поверхню від пилу, бруду та зайвих предметів, щоб уникнути пошкоджень і неточностей. Перевірте справність інструмента, заточування свердла та надійність кріплень. Робоча зона має бути добре освітлена та безпечна для роботи.
Яким свердлом просвердлити нержавійку: вибір свердла
 Найбільш універсальними вважаються леговані кобальтом швидкорізальні сталеві HSS Co M35/M42 з кутом при вершині 135° і перехресним заточуванням; короткі "stub"-серії знижують увід і покращують контроль подачі. Ступінчасті свердла зручні по листу: вони збільшують діаметр поступово, зменшуючи навантаження на кромку і ризик зачепу. Твердосплавні інструменти доречні на верстаті при високій жорсткості вузла та точній подачі охолодження. Цей вибір конкретизує питання яким свердлом просвердлити нержавійку, коли потрібен баланс стійкості та керованості на побутовому дрилі.
Найбільш універсальними вважаються леговані кобальтом швидкорізальні сталеві HSS Co M35/M42 з кутом при вершині 135° і перехресним заточуванням; короткі "stub"-серії знижують увід і покращують контроль подачі. Ступінчасті свердла зручні по листу: вони збільшують діаметр поступово, зменшуючи навантаження на кромку і ризик зачепу. Твердосплавні інструменти доречні на верстаті при високій жорсткості вузла та точній подачі охолодження. Цей вибір конкретизує питання яким свердлом просвердлити нержавійку, коли потрібен баланс стійкості та керованості на побутовому дрилі.
Підготовка дриля та робочого місця

Патрон затягується рівномірно в трьох позиціях, биття перевіряється на холостому ходу, а виліт свердла роблять мінімальним. Заготовку фіксують лещатами або струбцинами на жорсткій опорі, під вихід підставляють дерев'яну або алюмінієву плиту. Під рукою тримають окуляри, пензлик для масла та ганчір'я; мастило наносять заздалегідь і оновлюють у процесі. Такий порядок знімає зайві питання про те, чим свердлити нержавійку, тому що критична не марка дриля, а жорсткість фіксації та частота обертання.
Розмітка та центрування отвору

По розмічувальній фарбі наносять осі, кернять точно в центрі, потім роблять "накол" тонким центрувальним свердлом. Пілот 3–4 мм полегшує подальший захід інструментами більшого діаметра, а легка зустрічна зенковка покращує чистоту входу. Якщо поверхня відполірована, корисний кондуктор з втулкою, який виключить зрив на старті та дисциплінує вісь — це практична відповідь на побутове питання, як свердлити нержавійку без уводу.
Використання мастила та охолоджувальних рідин
В'язкі масла з активними серо- та хлоровмісними присадками знижують тертя і стабілізують стружкоутворення; для ручного дриля достатньо періодично капати в зону різання і робити короткі "прокачки". На глибині корисно виносити стружку кожні кілька секунд різання, інакше канавки забиваються, і температура злітає збільшується. Поєднання густого мастила та помірних обертів — найкраща практична порада - чим просвердлити нержавіючу сталь, коли потрібна прогнозована чистота кромки.
Як просвердлити нержавійку в домашніх умовах
Навіть без верстата робоча схема включає жорстку фіксацію, точне центрування, пілотний отвір, грамотний підбір обертів і регулярне охолодження. Раціонально використовувати ступінчасте свердло по листу і короткі HSS Co по суцільному матеріалу; під вихід ставиться підкладка, щоб уникнути прориву і рваного краю. Такий алгоритм дозволяє впевнено працювати, не перетворюючи операцію на боротьбу з перегрівом і наклепом.
Оптимальна швидкість обертання та тиск
Ключ до стійкості — зрозуміти, на яких обертах свердлити нержавійку, співвідносячи діаметр і швидкість різання. Як зазначає профільна література, для HSS Co по нержавійці орієнтуються на діапазон 8–15 м/хв; оберти оцінюють за формулою:
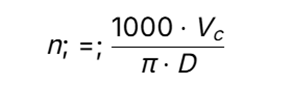
де
n — об/хв,
Vc — м/хв,
D — мм.
Для свердла 6 мм Vc=12
Подача впевнена і безперервна: слабке зусилля полірує поверхню і наклепує, надмірне — сколює кромку і гне тонкий лист.
Як правильно тримати дриль і свердло
Дриль утримується двома руками, лікті притиснуті, корпус стабільний, вісь інструмента перпендикулярна площині, без бічних похитувань. На старті зусилля мінімальне, як тільки кромка "вчепилася" — подача стає рівною, з регулярним виносом стружки та оновленням масла. Такий прийом допомагає тим, хто шукає практичну відповідь, як просвердлити нержавійку, не доводячи інструмент до побіжалості навіть на товстій заготовці.
Уникнення перегріву свердла та металу
Ознаки перегріву — потемніння стружки до синього, димок і переривчастий вереск. Відразу зупиняються, дають охолонути, додають масло і продовжують з дещо меншою швидкістю, зберігаючи стабільну подачу. Періодичні паузи та короткі "прокачки" запобігають наклепу та викришуванню вершини, подовжуючи ресурс кромки в рази.

Після свердління
Після завершення роботи деталь очищають від стружки та масла: продувають отвір, протирають, прибирають залишки мастила на вході та виході. Потім контролюють геометрію: діаметр штангенциркулем або калібром, співвісність за розміткою, наявність задирів — візуально і на дотик. Стінки оцінюють на рівномірність і сліди перегріву. Кромки знімають легкою зенковкою з двох сторін або ступінчастим свердлом на мінімальних обертах. На фіналі поверхню знежирюють, за потреби покривають тонким шаром захисного масла і приступають до збирання.
Видалення задирок та очищення отвору
Щоб кромка не різала рукавички і не ставала концентратором напруги, виконують легку зенковку з обох сторін, потім продувають отвір і протирають його від залишків масла та абразиву. На тонкому листі доречно зняти фаску ступінчастим свердлом вручну, контролюючи тиск і не допускаючи "розхитування" входу.
Перевірка та обробка краю
Фаска має бути симетричною, без рваних ділянок і мікротріщин; блиск рівний, без слідів перегріву. Якщо край тягне задирок, корисне м'яке шліфування дрібнозернистим абразивом, після чого поверхня знову знежирюється, щоб виключити підплівкову корозію при подальшій експлуатації.
Перевірка якості отвору
Розмір звіряють штангенциркулем або пробками; співвісність оцінюють за розміткою та вихідною фаскою, циліндричність — за вільним проходом гладкого штифта. При невеликому уводі допомагає легка коригувальна зенковка з наступним проходом "правильним" діаметром на малих обертах і з щедрою подачею масла.

Корисні поради
Короткі "stub"-свердла мінімізують увід, а обмежувач глибини рятує від різкого прориву на виході. Кондуктор з напрямною втулкою дисциплінує старт і допомагає зберегти перпендикулярність при серіях. Питання, чим свердлити нержавіючу сталь, на практиці вирішується "трійцею": кобальтове свердло, в'язке мастило, жорстка фіксація — саме ця комбінація дає повторюваний результат.
Послідовність свердління кількох отворів
Раціонально зробити розмітку на всю деталь одразу, потім пройти керном, виконати пілоти, після охолодження пройтися фінішним діаметром і на завершення зняти фаску. Такий ритм вирівнює теплове навантаження між отворами, менше тупить кромку і підвищує повторюваність розміру по всій партії.
Використання кондуктора для точного свердління
Кондуктор особливо корисний на трубах, профілях і гладких відполірованих панелях, де свердло норовить поїхати вбік. Напрямна втулка підтримує вісь, зменшує биття і виключає ривок на вході, тому отвори виходять однаковими, а кромка — акуратною без зайвого шліфування.
Часті помилки та їх запобігання
До типових помилок при свердлінні нержавійки належать надмірні оберти при слабкій подачі, робота без мастила, надмірний виліт і люфт патрона, тупа кромка, старт без пілота, відсутність підкладки на виході, свердління під кутом і рідкісний винос стружки. Профілактика проста: розраховувати оберти, тримати впевнену подачу, використовувати кобальтові свердла 135° з мінімальним вильотом, жорстко фіксувати деталь, починати пілотом або ступінчастим інструментом, регулярно охолоджувати та очищати канавки, підтримувати перпендикулярність. Контроль звуку різання допомагає вчасно знизити швидкість, додати мастило і трохи збільшити або навпаки зменшити тиск.
Сколювання та деформація краю
Рваний вихід і "воронка" з'являються при прориві без підкладки, надмірній швидкості та залиплій стружці. Лист підтримують з тильного боку, швидкість знижують, подачу роблять впевненою, з регулярним виносом стружки та охолодженням. Якщо потрібен великий діаметр, ступінчасте свердло знижує ризик, переробляючи матеріал поступово.
Перегрів свердла та металу
Перегрів прискорюють високі оберти, "бідне" мастило і "боязка" подача. Правильна відповідь — повернутися до розрахункового діапазону швидкості різання, освіжити заточування, зменшити виліт і працювати з паузами. Контроль звуку різання допомагає не гірше за пірометр: рівний шелест стружки — знак, що геометрія кромки та режими підібрані вірно.
Висновок
Стійкий результат дає системна підготовка: кобальтове коротке свердло, точне центрування, грамотне мастило, помірна швидкість і впевнена подача з регулярним виносом стружки. За такої дисципліни вдається без метушні дотримуватися розмірів і чистоти, заощаджуючи ресурс інструмента і час, а ключові принципи залишаються універсальними для будь-яких товщин і марок — від тонкого листа до масивного профілю, незалежно від того, чи ведеться робота ручним дрилем або на верстаті.