Вырезать аккуратное отверстие в нержавейке получается стабильно, если заранее продумать геометрию инструмента, жесткость узла, подачу и охлаждение. Успех данной работе обеспечивает не волшебный прием, а правильный подбор материалов и инструментов и соблюдение дисциплина режимов. Именно она это дает ответ на вопрос, как правильно сверлить нержавейку, когда в распоряжении только ручная дрель и ограниченный набор сверл.
Почему сверление нержавейки отличается от других металлов
Сразу отметим, что видов нержавеющих сталей много, и поведение каждого при сверлении отличается. Например, аустенитные сплавы сочетают вязкость, склонность к наклепу и слабую теплопроводность, поэтому зона резания быстро перегревается, а кромка сворачивает стружку длинной лентой, норовящей залипнуть в канавке. Любая попытка увеличить скорость “для чистоты” оборачивается полировкой вершины, потерей остроты и выгоранием покрытия. Правильная стратегия — умеренные обороты, уверенная подача и частые паузы для охлаждения, иначе даже идеальная заточка не спасет, когда нужно сверлить нержавейку с повторяемым результатом.
Основные трудности при работе с нержавеющей сталью
Приод наклепеом поверхность упрочняется, сверло начинает проскальзывать и греться, а биение патрона превращает входную фаску в овал. Рваный выход возникает при отсутствии подкладки или при прорыве без поддержки, что особенно критично, к примеру, на тонком листе. Для стабильности важно фиксировать деталь, минимизировать вылет инструмента и контролировать геометрию центра, потому что малейший увод многократно усиливается, когда приходится сверлить нержавеющую сталь в ограниченном пространстве.
Подготовка к сверлению
Перед началом сверления важно тщательно подготовить рабочее место. Очистите поверхность от пыли, грязи и лишних предметов, чтобы избежать повреждений и неточностей. Проверьте исправность инструмента, заточку сверла и надежность креплений. Рабочая зона должна быть хорошо освещена и безопасна для работы.
Каким сверлом просверлить нержавейку: выбор сверла

Наиболее универсальными считаются легированные кобальтом быстрорежущие сталивые HSS Co M35/M42 с углом при вершине 135° и перекрестной заточкой; короткие “stub”-серии снижают увод и улучшают контроль подачи. Ступенчатые сверла удобны по листу: они растят диаметр постепенно, уменьшая нагрузку на кромку и риск зацепа. Твердосплавные инструменты уместены на станке при высокой жесткости узла и точной подаче охлаждения. Этот выбор конкретизирует вопрос каким сверлом просверлить нержавейку, когда нужен баланс стойкости и управляемости на бытовой дрели.
Подготовка дрели и рабочего места

Патрон затягивается равномерно в трех позициях, биение проверяется на холостом ходу, а вылет сверла делают минимальным. Заготовку фиксируют тисками или струбцинами на жесткой опоре, под выход подставляют деревянную или алюминиевую плиту. Под рукой держат очки, кисточку для масла и ветошь; смазку наносят заранее и обновляют в процессе. Такой порядок снимает лишние вопросы о том, чем сверлить нержавейку, потому что критична не марка дрели, а жесткость фиксации и чаистота вращения.
Разметка и центрирование отверстия

По разметочной краске наносят оси, кернят точно в центре, затем делают «накол» тонким центровочным сверлом. Пилот 3–4 мм облегчает последующий заход инструментоам большего диаметра, а легкая встречная зенковка улучшает чистоту входа. Если поверхность отполирована, полезен кондуктор с втулкой, который исключит срыв на старте и дисциплинирует ось — это практический ответ на бытовой вопрос, как сверлить нержавейку без увода.
Использование смазки и охлаждающих жидкостей
Вязкие масла с активными серо- и хлорсодержащими присадками снижают трение и стабилизируют стружкообразование; для ручной дрели достаточно периодически капать в зону резания и делать короткие “прокачки”. На глубине полезно выносить стружку каждые пару секунд резания, иначе канавки забиваются, и температура взлетаетувеличивается. Сочетание плотной смазки и умеренных оборотов — лучший практический совет - чем просверлить нержавеющую сталь, когда требуется прогнозируемая чистота кромки.
Как просверлить нержавейку в домашних условиях
Даже без станка рабочая схема включает жесткую фиксацию, точное центрирование, пилотное отверстие, грамотный подбор оборотов и регулярное охлаждение. Рационально использовать ступенчатое сверло по листу и короткие HSS Co по сплошному материалу; под выход ставится подкладка, чтобы избежать прорыва и рваного края. Такой алгоритм позволяет уверенно работать, не превращая операцию в борьбу с перегревом и наклепом.
Оптимальная скорость вращения и давление
Ключ к стойкости — понять, на каких оборотах сверлить нержавейку, соотнося диаметр и скорость резания. Как указывает профильная литература, Д для HSS Co по нержавейке ориентируются на диапазон 8–15 м/мин; обороты оценивают по формуле:
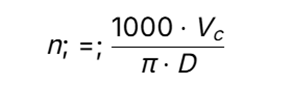
где
- n— об/мин,
- Vc— м/мин,
- D— мм.
Для сверла 6 мм Vc=12
Подача уверенная и непрерывная: слабое усилие полирует поверхность и наклепывает, чрезмерное — скалывает кромку и гнет тонкий лист.
Как правильно держать дрель и сверло
Дрель удерживается двумя руками, локти прижаты, корпус стабилен, ось инструмента перпендикулярна плоскости, без боковых качаний. На старте усилие минимальное, как только кромка “вцепилась” — подача становится ровной, с регулярным выносом стружки и обновлением масла. Такой прием помогает тем, кто ищет практический ответ, как просверлить нержавейку, не доводя инструмент до побежалости даже на толстой заготовке.
Избежание перегрева сверла и металла
Признаки перегрева — потемнение стружки до синего, дымок и прерывистый визг. Сразу останавливаются, дают остыть, добавляют масло и продолжают с чуть меньшей скоростью, сохраняя стабильную подачу. Периодические паузы и короткие “прокачки” предотвращают наклеп и выкрашивание вершины, продлевая ресурс кромки в разы.

После сверления
После завершения работы деталь очищают от стружки и масла: продувают отверстие, протирают, убирают остатки смазки на входе и выходе. Затем контролируют геометрию: диаметр штангенциркулем или калибром, соосность по разметке, наличие задиров — визуально и на ощупь. Стенки оценивают на равномерность и следы перегрева. Кромки снимают лёгкой зенковкой с двух сторон или ступенчатым сверлом на минимальных оборотах. В финале поверхность обезжиривают, при необходимости покрывают тонким слоем защитного масла и приступают к сборке.
Удаление заусенцев и очистка отверстия
Чтобы кромка не резала перчатки и не становилась концентраторомировала напряжения, выполняют легкую зенковку с обеих сторон, затем продувают отверстие и протирают его от остатков масла и абразива. На тонком листе уместно снять фаску ступенчатым сверлом вручную, контролируя давление и не допуская “раскачки” входа.
Проверка и обработка края
Фаска должна быть симметричной, без рваных участков и микротрещин; блеск ровный, без следов перегрева. Если край тянет на заусенец, полезна мягкая шлифовка мелкозернистым абразивом, после чего поверхность снова обезжиривается, чтобы исключить подпленочную коррозию при дальнейшей эксплуатации.
Проверка качества отверстия
Размер сверяют штангенциркулем или пробками; соосность оценивают по разметке и выходной фаске, цилиндричность — по свободному проходу гладкого штифта. При небольшом уводе помогает легкая корректирующая зенковка с последующим проходом “правильным” диаметром на малых оборотах и с щедрой подачей масла.

Полезные советы
Короткие “stub”-сверла минимизируют увод, а ограничитель глубины спасает от резкого прорыва на выходе. Кондуктор с направляющей втулкой дисциплинирует старт и помогает сохранить перпендикулярность при сериях. Вопрос, чем сверлить нержавеющую сталь, на практике решается «троицей»: кобальтовое сверло, вязкая смазка, жесткая фиксация — именно эта комбинация дает повторяемый результат.
Последовательность сверления нескольких отверстий
Рационально сделать разметку на всю деталь сразу, затем пройти керном, выполнить пилоты, после охлаждения пройтись финишным диаметром и в завершение снять фаску. Такой ритм выравнивает тепловую нагрузку между отверстиями, меньше тупит кромку и повышает повторяемость размера по всей партии.
Использование кондуктора для точного сверления
Кондуктор особенно полезен на трубах, профилях и гладких отполированных панелях, где сверло норовит уехать в сторону. Направляющая втулка поддерживает ось, уменьшает биение и исключает рывок на входе, поэтому отверстия получаются одинаковыми, а кромка — аккуратной без лишнего шлифования.
Частые ошибки и их предотвращение
К типичным ошибкам при сверлении нержавейки относятся избыточные обороты при слабой подаче, работа без смазки, чрезмерный вылет и люфт патрона, тупая кромка, старт без пилота, отсутствие подкладки на выходе, сверление под углом и редкий вынос стружки. Профилактика проста: рассчитывать обороты, держать уверенную подачу, использовать кобальтовые сверла 135° с минимальным вылетом, жёстко фиксировать деталь, начинать пилотом или ступенчатым инструментом, регулярно охлаждать и очищать канавки, поддерживать перпендикулярность. Контроль звука резания помогает вовремя снизить скорость, добавить смазку и немного увеличить или наоборот уменьшить давление.
Скалывание и деформация края
Рваный выход и “воронка” появляются при прорыве без подкладки, чрезмерной скорости и залипшей стружке. Лист поддерживают с тыльной стороны, скорость снижают, подачу делают уверенной, с регулярным выносом стружки и охлаждением. Если требуется большой диаметр, ступенчатое сверло снижает риск, перерабатывая материал постепенно.
Перегрев сверла и металла
Перегрев ускоряют высокие обороты, «бедная» смазка и “робкая” подача. Правильный ответ — вернуться к расчетному диапазону скорости резания, освежить заточку, уменьшить вылет и работать с паузами. Контроль звука резания помогает не хуже пирометра: ровный шелест стружки — знак, что геометрия кромки и режимы подобраны верно.
Заключение
Стойкий результат дает системная подготовка: кобальтовое короткое сверло, точное центрирование, грамотная смазка, умеренная скорость и уверенная подача с регулярным выносом стружки. При такой дисциплине удается без суеты соблюдать размеры и чистоту, экономя ресурс инструмента и время, а ключевые принципы остаются универсальными для любых толщин и марок — от тонкого листа до массивного профиля, независимо от того, идет ведется ли работа на ручной дрельюи или на станке.